まず、半自動溶接について簡単に説明します。
トーチのスイッチを押すとワイヤーが自動で出てきて母材(溶接する材料)に
接触し、ワイヤーと母材を溶かして溶接、一体化させることができます。
アーク溶接(手棒)と比べて楽に効率良く溶接ができます。
半自動溶接は溶接する材料の材質(軟鋼・ステンレス・アルミ等)によって
使用するガスやワイヤーを使い分けます。
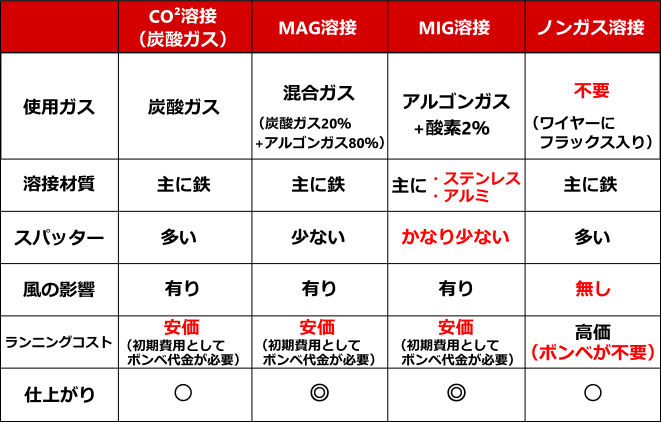
☆CO2(炭酸ガス)溶接
炭酸ガスを使用する。コストが低いというのもあり、半自動溶接では一番多く使われている。
鉄(軟鋼)の溶接に最適。
☆MAG溶接
混合ガス(炭酸ガス20%+アルゴンガス80%)を使用する。
主に鉄(軟鋼)の溶接。CO2(炭酸ガス)溶接と比べ、スパッターが少なく仕上がりがきれい。
☆MIG溶接
混合ガス(アルゴンガス+酸素2%)を使用する。主にステンレス、アルミの溶接。
ワイヤーはステンレス用ワイヤー、アルミ用ワイヤーを使う。
○ノンガス溶接
ノンガス用のフラックスワイヤーを使用すればガス無しで溶接ができます。
重たいガスボンベが不要で、手軽に溶接できます。
炭酸ガス等を使用した溶接と比べるとスパッターやヒューム(煙)が多く出ます。
仕上がりはアーク溶接(手棒)と似たような感じです。
ガスを使わず風の影響を受けないので屋外での溶接も◎です。
スパッターが少し多いですが、スパッター防止スプレーを塗布してから溶接すれば、スパッターも
付かないのでお勧めです。
溶接する量がかなり多い場合は、ワイヤーのコストを考えると炭酸ガスを使用し、ソリッドワイヤーを使うのがベストです。
ボンベ代はかかりますが、ソリッドワイヤーの方がフラックスワイヤーよりも安いからです。(半分以下)
●当半自動溶接機でも使用するガスやワイヤーを使い分けることでCO2,MIG,MAG、ノンガス、
それぞれの溶接ができます。
以下、簡単ですが表にまとめました。
※アルミやステンレスの溶接に関しては通常はTIG溶接機を使います。
特にアルミの溶接は半自動溶接では”一応できる”程度です。鉄の溶接がメインでアルミの溶接はたま~にしかなく、見た目もそれほど気にしない、という場合は半自動溶接機でもいいと思います。
半自動溶接機でのアルミの溶接はこのような感じです。(どうしても盛った感じになります)
TIG溶接機に関してはこちらから確認下さい。
ご不明な点がありましたら、お気軽にお問い合わせ下さい。