
半自動溶接が初めての方はこちら
こんにちは。溶接の世界へようこそ。
このページでは「半自動溶接」についてできるだけ分かりやすく、難しい単語は出来る限り控えめにお伝えできればと思っています。

工程の一つで今まで外注に出していたけど、コスト的に合わない、DIYで溶接したいけど難しそう、溶接機は高価だから中々手が出ないetc…
これらのお悩みをお持ちの方は是非溶接にチャレンジされてみてはどうかと思います。
こういった溶接をお勧めする記事を書く度に言っている気がしますが
溶接ってそんなに難しくないですよ。
特に半自動溶接は、TIG溶接やガス溶接と比べ比較的難易度が低く、溶接初心者にもとっつき易いです。
それではご覧ください。
半自動溶接機の特徴
まず、このHPで販売している半自動溶接機の特徴を簡単に説明させて頂くと
メリット
・溶接条件さえ合わせてしまえば比較的簡単に溶接できる
・溶接速度が速い
・ノンガスワイヤー使用の場合はガスが不要
半自動溶接機はワイヤーが自動で出てくるので、トーチを両手で保持する事ができます。
ですので初心者にも扱い易い機械です。
同じ理由で溶接スピードも速く、フラックス入りノンガスワイヤーを使う事でガスを準備する必要が無く、初期費用としては若干安価です。
デメリット
・スパッタの飛散が避けられず、ビード及び溶接部周辺の外観はTIG溶接に劣る
・極めて煩いわけではないが、「バチバチ」といった音が出る
・溶接条件(ワイヤースピード、電流)はきちんと合わせないと、良好なビードが得られない
溶接ワイヤーからアークが発生し、これが溶けながらプールに一体化しますので、スパッタ(火の粉のようなもの)が発生します。
ですので、
詳しい比較はこちら
溶接機の使い分け
向いている溶接対象物としてはアングルなどの構造物の接合、自動車板金、トラックの補修やカスタム、建築関係で材質としては軟鋼やSS材などの鉄がメインです。
溶接部分が見えない個所や、キレイに溶接しようが研磨前提の板金、ペンキでベタ塗りする部分などの、見た目はある程度で構わないから手軽にサクサク溶接したい場合は、溶接スピードや溶接作業にそこまで神経質にならなくて良い点から、半自動溶接機がお勧めです。
半自動溶接を始めるにあたって
次に、初心者が半自動溶接を始めるにあたって必要な物ですが
・電源
WT-MIG160は200V専用機の為、単相or三相200V電源が必要です。
最近の家ではエアコンのコンセント等で単相200が入っている家庭も珍しくありません。ブレーカーは20A(ギリギリですので、場合によっては最大出力の連用ではブレーカーが落ちる可能性もございます。)でご利用頂けます。
・皮手袋や溶接面等の保護具
・状況に応じて炭酸or混合orアルゴンガスボンベ
お近くの○○酸素や○○ガスといった所でレンタルしたり、ボンベごと買い取ったりする方法があります。
お勧めの容量は1.5㎥~3㎥で、何とか一人で持つことができ、たまに溶接する程度なら容量も十分です。
CO²,MAG,MIG溶接とは
これらは全て半自動溶接で、何のガスを使うかによる呼び方の違いです。
CO²溶接
巷では炭酸ガス溶接とも呼ばれており、軟鋼用ソリッドワイヤーを使用し、基本的に鉄の溶接に使われます。
MAG溶接
混合ガス溶接(アルゴン80%+炭酸ガス20%)とも呼ばれており、軟鋼用ソリッドワイヤーやステンレスワイヤーを使用し、鉄やスレンレスの溶接に使われます。
MIG溶接
シールドガスとしてアルゴンを使うのですが、アルゴン溶接とは基本的にTIG溶接の事を指す場合が殆どだと感じます。
アルミやステンレスの溶接で使われますが、見た目がTIG溶接に相当劣る為、基本的にアルミはTIG溶接をお勧めします。
詳しくはこちらの記事をご覧下さい。
☆MIG溶接、MAG溶接、CO2溶接の違い
TIG溶接機の選び方
次はTIG溶接機の選定についてです。
当社では初心者の方からも多数のお電話を頂きますが、一番最初にお尋ねする事は材質は何で厚みは何ミリぐらいの物を溶接したいのかです。
厚みに関しては、開先加工をするかどうか等によっても大きく変化するのですが、開先を取らない場合、概ね3-4mm程度でしたらWT-TIG160、4-5mm程度でしたらWT-TIG200をお勧めしています。
それ以上の厚みでも、強度的にそこまで重要ではない場合や、開先を取り2-3パスとする場合は問題なく溶接できます。
意外と厚みは大して変わらないですね。
それでは、初心者は何を基準に選択すれば良いのかというと
アルミを溶接する予定があるかどうか
です。
アルミの溶接が無いのであれば、WT-TIG160で十分です。軽量で100Vで使えるので、持ち運びにも最適です。
逆にアルミを溶接する予定がありそうであれば、直流/交流を切り替えできるWT-TIG200でしか溶接できません。
TIG溶接の方法
そして、最も重要なTIG溶接のやり方ですが
これは動画の方が分かりやすいと思いますので、撮影した動画をご覧ください。
動画でも説明していますが、溶接のコツについてですが。
そもそも「溶接」が出来ているとはどのような状態なのでしょうか。
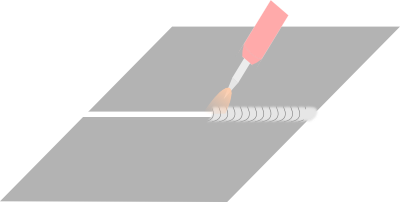
このように2枚の板を溶接するとします。右の図は板を真横から見たものです。
板にアースクリップを接続して、トーチスイッチを押すと先端のタングステン電極からアークが発生し、その熱で母材を溶かします。
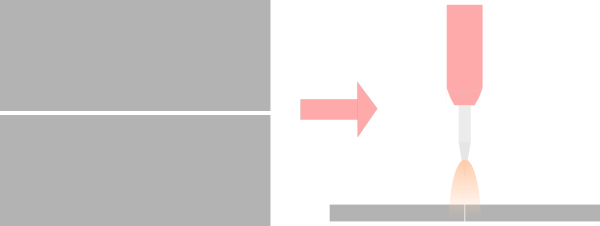
赤丸で囲った部分が溶けて液体状になっている個所です。
その溶けた液体どうしが、水滴が合体するように合わさった所(右図)「プール」といいます。
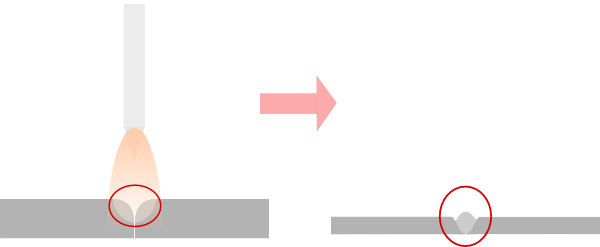
このプールを引き連れるようにトーチを動かすことで、新しいプールができて凝固してを繰り返して、2枚の板は溶接される訳ですね。
溶接で重要なのはくっつけたい母材どうしが溶けてプールができたのを確認してから、そのプールの大きさを一定に保つようトーチを動かす事です。つまり最初にプールを作る必要があるという事ですね。
そこで、このプールの作り方ですが、ステンレスなどの鉄系の金属は、材質的に溶けた状態でかなりサラサラしている液状になります。
ですので、くっつけたい板どうしの隙間が板の厚みにもよりますが、板厚3mmであれば0.5mm以下、板厚1mm以下では隙間から光が差し込まない程度にピッチリとくっついていれば、サクっとプールが出来上がります。
TIG溶接が初めての方はステンレスで練習するのが最適だと思います。
若干難易度が高いアルミのTIG溶接
そして、ちょっとだけ難易度が高いのがアルミの溶接です。
まず「アルミ」という素材について考えてみましょう。
ステンレス等の鉄系と比べて熱伝導率が高い為、熱がどんどん周りへと逃げていき、溶接前半は若干プールが形成されにくいです。
ですが、融点自体は鉄系と比べて低いので、溶接後半は母材が熱を持つため、サーっと素早く溶けていきます。
つまり、前半はゆっくりで後半は素早くトーチを動かす必要があるという事ですね。
特に熱がこもりやすい小物の場合この傾向が顕著になりますので、母材の形状や大きさによって、同じ板厚でも溶接電流を微調整する必要があります。
これらを念頭に置いておくと、ちょっとは溶接しやすいかもしれません。
次に、溶接開始部分についてです。
先にお伝えしたように、2枚の板を溶接するとして、板同士が溶けて一体化したプールを作る必要があるのですが、鉄系の金属と違ってアルミの場合、溶けてもドロっとした粘り気を持っている感じで、2枚の板が互いに丸くなる一方でなかなか一体化してくれないのです。
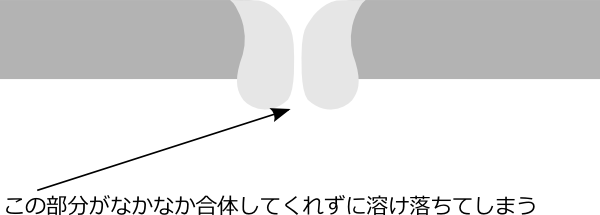
この一体化したプールを作らない限り、溶接は出来ません。
そこで溶接棒(もちろんアルミの)を添加して、互いに溶けたプールを一体化させる訳ですね。
こちらも接写で撮影しましたので、動画でご覧ください。
※ピントが合うまで時間がかかっています。
当社のTIG溶接機をお勧めしたい理由
最後に、自社のTIG溶接機は特に中小企業や個人の方から多くのご注文を承っております。
これらの経験から、特に自社のTIG溶接機をお勧めできるお客様をピックアップしていますので、ご検討中の方は是非ご覧ください。






店長あいさつ

当サイトにお越し頂き、ありがとうございます!機械工具商社で8年ほど、エアーツールや油圧機器、溶接機器等を取り扱い、今に至ります。ガス溶接やアーク溶接、TIG溶接の資格も取得しております。”安かろう悪かろう”ではなく、しっかりと”使える”製品をお求めやすい価格にて提供致します。誠心誠意対応しますので宜しくお願い致します。
株式会社WELDTOOL
上原 顕
最新情報
会社概要
新着情報
- 2015年12月 16日
☆半自動溶接がうまくいかない場合の対処法をまとめました。 - 2015年11月 13日
☆半自動溶接機WT-MIG160で鉄板を被覆アーク溶接 - 2015年11月 12日
☆半自動溶接機WT-MIG160を使って溶接したタワーが完成! - 2015年11月 11日
☆半自動溶接もいいですが、アーク溶接も役に立ちます。 - 2015年11月 10日
☆ノンガス溶接の場合、先端のノズルはつけなくてもOKです。 - 2015年11月 09日
☆溶接ワイヤー径の選定について - 2015年10月 29日
☆半自動溶接機WT-MIG160の溶接条件設定について - 2015年10月 22日
☆熊本県の学校にお邪魔しました。 - 2015年10月 09日
☆半自動溶接機WT-MIG160で厚板(6~9mm)をノンガス溶接 - 2015年10月 01日
☆アーク溶接の10Mホルダ、10Mアースを販売開始 - 2015年08月 24日
☆半自動溶接機WT-MIG160 ノンガス溶接セットおすすめです! - 2015年08月 21日
☆半自動溶接機の延長コードあります。 - 2015年08月 07日
☆自動車板金(薄板)をノンガスで溶接できるか? - 2015年08月 06日
☆ノンガス溶接でもこんなにきれいに溶接できます。 - 2015年08月 05日
☆溶接トーチの動かし方で仕上がりが変わってきます。 - 2015年07月 29日
☆半自動溶接機の性能比較について 半自動溶接機の選び方 - 2015年07月 28日
☆200Vのコンセントを設置するには。かかる費用は? - 2015年07月 23日
☆スパッタ付着防止剤の効果を検証しました。 - 2015年07月 22日
☆お客様施工写真及び動画を頂きました。ボンベカート、サンダーハンガーの製作 半自動溶接機WT-MIG160 - 2015年07月 21日
☆お客様施工写真を頂きました。作業台の製作 半自動溶接機WT-MIG160